In questi giorni su Auto Tecnica abbiamo raccontato la nuova Porsche Cayenne Electric.
Una vettura di grandi dimensioni con architettura a 800 Volt, batteria costruita in house in uno stabilimento dedicato a Horná Streda, a un centinaio di chilometri da Bratislava, una piattaforma dedicata, prestazioni che faranno da riferimento e una nuova interpretazione del SUV sportivo elettrico secondo Porsche.
Oggi facciamo un passo oltre l’auto ed entriamo nel luogo in cui la Cayenne Electric prende forma, cioè lo stabilimento di Bratislava.

Ad accompagnarci è Alexander Eckert, direttore di produzione e logistica di tutti i modelli della Cayenne. È lui il “direttore d’orchestra” di un sistema produttivo che – caso quasi unico nel panorama dei modelli premium – realizza su un’unica linea vetture termiche, ibride ed elettriche.
“Vogliamo rendere trasparente il flusso di valore – spiega Eckert – dalla scocca, alla produzione delle batterie, fino alla qualità del veicolo finito”.
Una frase che riassume perfettamente l’approccio Porsche: non un’elettrica “a parte”, ma un’elettrica integrata.
La fabbrica che governa la complessità
La scelta di produrre Cayenne a combustione, ibride ed elettriche sulla stessa linea non è solo simbolica, ma profondamente strategica.
“Vogliamo compensare attivamente – sottolinea Eckert – le fluttuazioni di volume e utilizzare gli investimenti nel modo più efficiente possibile”.
Bratislava diventa così un hub produttivo flessibile, cresciuto storicamente dal 2002 e completamente ancorato alla produzione Porsche dal 2017.

La base tecnica è quella del Gruppo Volkswagen, ma declinata secondo i rigorosi standard Porsche: processi robusti, controllo digitale e gestione industriale della complessità.
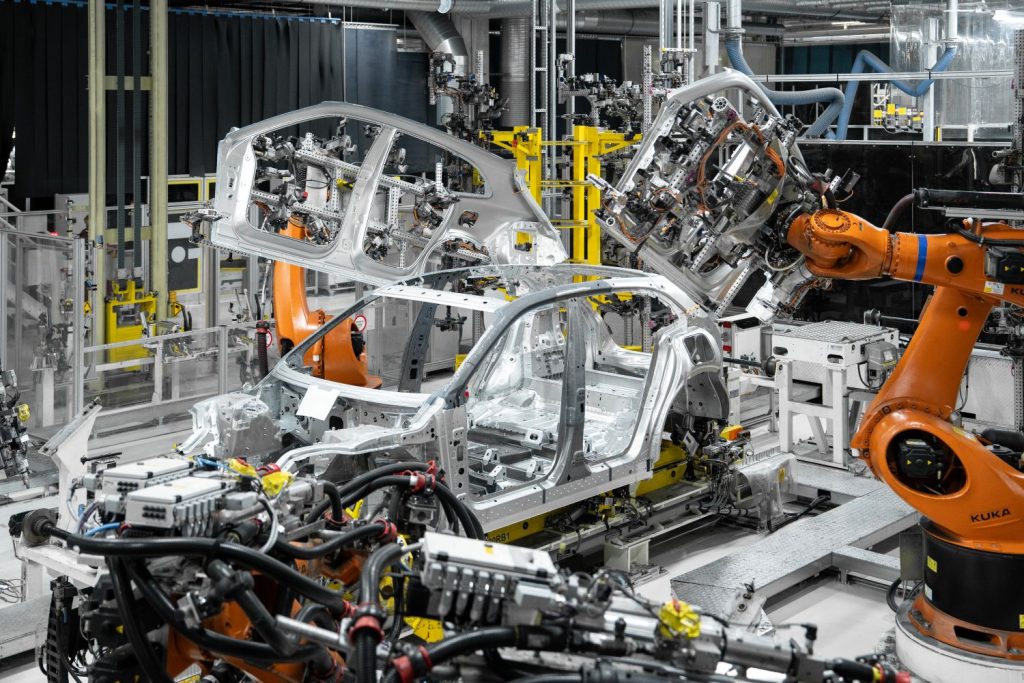
La sala piattaforma, cuore tecnologico della Cayenne Electric
Il nuovo capannone della piattaforma è il fulcro dell’intero progetto. È qui che la Cayenne Electric prende forma secondo una logica “skateboard” evoluta, con la batteria integrata come elemento strutturale centrale.
Dal punto di vista tecnico, parliamo di telaio e carrozzeria altamente automatizzati, sistemi di trasporto a guida autonoma (AGV) e integrazione nativa dell’azionamento elettrico.

La batteria non è un semplice componente, ma la base strutturale del veicolo, determinante per rigidità torsionale, sicurezza passiva e comportamento dinamico.
Stampaggio, quando i millimetri contano
A supporto di questa architettura c’è uno degli impianti di stampaggio più moderni d’Europa.
Da qui escono prodotti di altissima precisione con tolleranze adattate specificamente ai requisiti di un SUV elettrico ad alte prestazioni.
Del resto, la precisione non è un dettaglio, in quanto incide direttamente su acustica, performance e qualità percepita, tre pilastri fondamentali per un’elettrica Porsche.
Produzione e sviluppo senza soluzione di continuità
La Cayenne Electric è anche un perfetto esempio di industrializzazione distribuita, tipica del marchio.

I motori sono sviluppati a Weissach, produzione e assemblaggio finale a Bratislava, componenti ad alta precisione a Schwarzenberg e i moduli batteria nello Smart Battery Shop di cui abbiamo già parlato, a poca distanza da Bratislava.
Stiamo parlando di produzione altamente qualificata in centri di competenza, per un’integrazione totale nello stabilimento di assemblaggio.
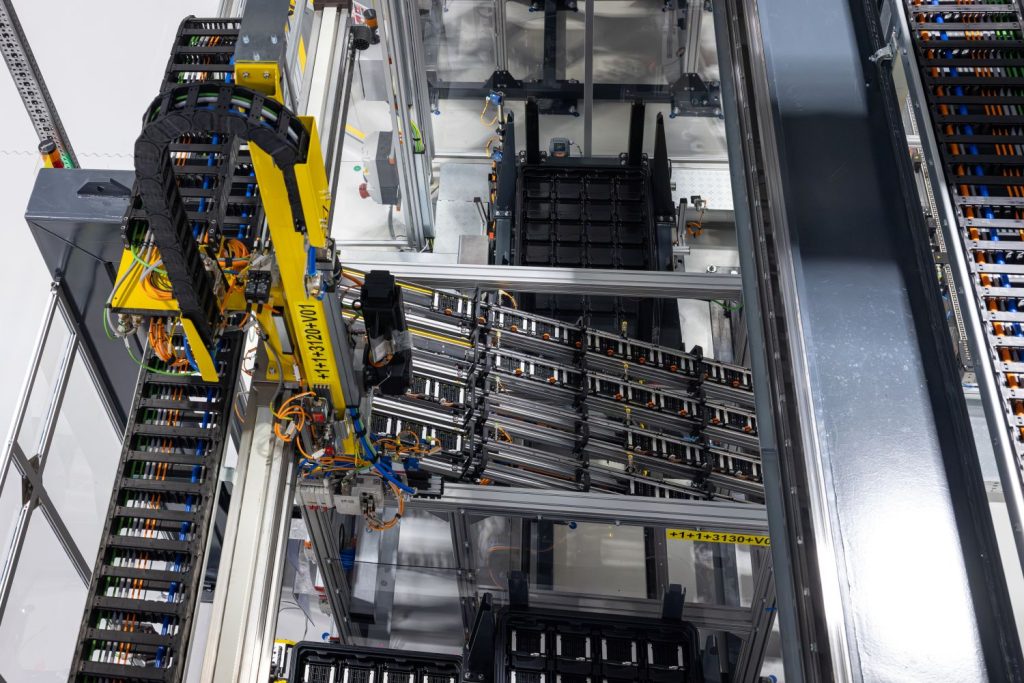
Il risultato è una rete logistica e produttiva tracciata digitalmente, dove ogni componente arriva esattamente nello slot di montaggio previsto.
Una fabbrica che “pensa”
Ogni Cayenne Electric è accompagnata da un tag RFID che contiene l’intera storia produttiva del veicolo.

Un tester multifunzionale monitora in tempo reale parametri critici come la temperatura della batteria, le versioni del software, lo stato dei sistemi ad alta tensione… E tutti i dati confluiscono nel Mission Control Center.
“Le derive vengono riconosciute immediatamente e possiamo reagire in tempo reale – spiega Eckert – e grazie alla nuova architettura elettronica, il software viene gestito molto più velocemente, garantendo che ogni veicolo esca dalla fabbrica con la versione più aggiornata disponibile”.
Ricarica induttiva ormai di serie
Una delle novità tecnologiche della Cayenne Electric è la ricarica induttiva, già vista all’ultima edizione dell’IAA e ora pronta per la produzione di serie.

La Cayenne Electric sarà la prima Porsche di serie a offrire questo equipaggiamento e dal punto di vista produttivo, ciò ha richiesto nuovi componenti dedicati, nuovi processi di test e un banco prova specifico per la ricarica wireless.
In questo caso, l’innovazione per Porsche non si ferma ala fase dello sviluppo, ma deve dimostrare totale affidabilità industriale.
Sostenibilità misurabile, non dichiarata
La sostenibilità è integrata nel sistema, con riciclabilità batterie HV quasi al 90%, con più del 50% di alluminio riciclato, con l’energia dello stabilimento al 100% rinnovabile (prevalentemente idroelettrica), una riduzione della CO₂ di circa il 65% e eliminazione dell’acqua industriale ormai da oltre tre anni.

Il calore generato dalle macchine che andrebbe altrimenti scartato, viene riutilizzato tramite pompe di calore, e la catena di fornitura è costantemente ottimizzata per ridurre l’impronta ambientale.
Quando l’industria incontra l’artigianato
La Cayenne Electric stabilisce nuovi standard anche nella personalizzazione, in quanto monta cerchi da 20 a 22 pollici, mette a disposizione nuove combinazioni cromatiche, materiali alternativi alla pelle e “pacchetti”interni altamente configurabili.
Le richieste più complesse vengono gestite in aree produttive dedicate, dove operano tecnici altamente specializzati.
Non un’elettrica isolata, ma un sistema integrato
Bratislava è sinonimo di flessibilità, precisione e affidabilità.
Dopo oltre 1,5 milioni di Cayenne prodotte, la versione Electric non nasce per necessità di marketing o di mercato, ma come evoluzione naturale di un sistema produttivo maturo.
È qui che Porsche dimostra come l’elettrificazione non significhi rottura, ma continuità tecnica, integrata e governata con metodo.
E forse è proprio questo il messaggio più forte: il futuro elettrico di Porsche non nasce in laboratorio, ma in fabbrica.