


Motore FIRE 1000 – Produzione e assemblaggio – Abbiamo parlato in due differenti articoli (Motore FIRE 1000 – Introduzione e Motore FIRE 1000 – Una storia da raccontare) del leggendario motore FIRE. Con questa terza ed ultima pubblicazione, concludiamo un argomento che ci sta tanto a cuore, se non altro perché si tratta di una delle nostre eccellenze in campo tecnico.

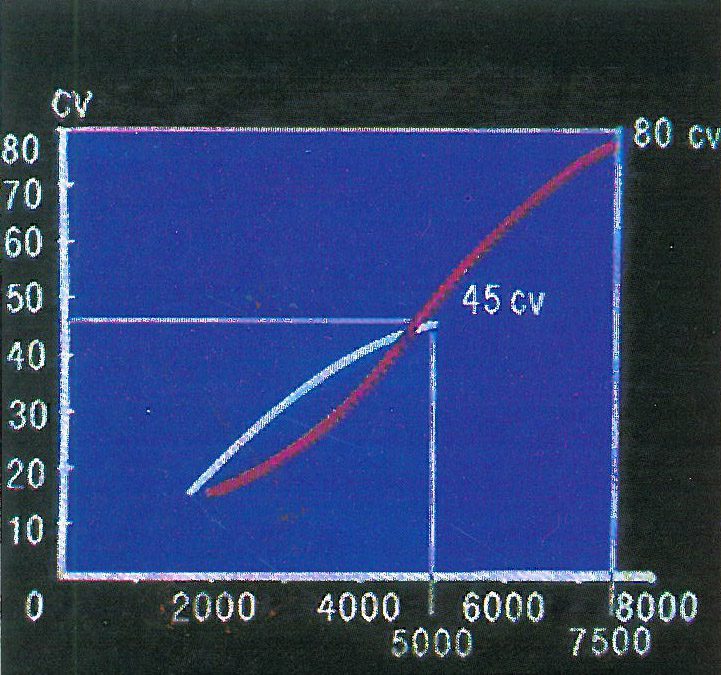
Lo sviluppo del FIRE 1000 ha coinvolto numerosi settori tecnologici, produttivi e di test messi a disposizione da Fiat Auto e da altre aziende di primaria importanza. A partire dai Laboratori di Fiat Auto per arrivare fino alle gallerie del vento e alle stanze climatiche o, ancora, ai circuiti di prova di La Mandria e di Nardò. Il Centro di Ricerche Fiat ha poi contribuito sensibilmente nelle ricerche e, se dobbiamo lodarlo per qualcosa di specifico, dobbiamo sicuramente ricordarlo per la camera di combustione Bath Tub, che si caratterizza per le due zone di squish assialsimmetriche e per l’estrema compattezza.
La progettazione degli impianti, delle strutture e dei servizi di stabilimento è stata affidata alla Fiat Engineering, mentre per l’allestimento delle linee di montaggio di Termoli 3, Fiat ha usufruito della collaborazione della Comau, che tra l’altro ha allestito la sala motori automatica più sofisticata del mondo.
Un’altra grande novità è rappresentata dallo sviluppo del nuovo stabilimento, con le officine che sono nate di pari passo con il motore. Con target fissato su una media di 2.100 motori al giorno, cioè uno ogni 20 secondi, il sistema di produzione doveva però essere già pensato per garantire un’elasticità tale da permettere variazioni tra i 1.800 e i 2.600 motori al giorno. Ma non solo. La lungimiranza di Fiat, allora, andò ben oltre. Lo stabilimento doveva poter produrre anche altre versioni derivate dal FIRE 1.000. Nasce quindi uno stabilimento con cinque linee di lavoro totalmente parallele, il magazzino e le aree di montaggio per teste cilindri, gruppo biella-stantuffo e basamento.

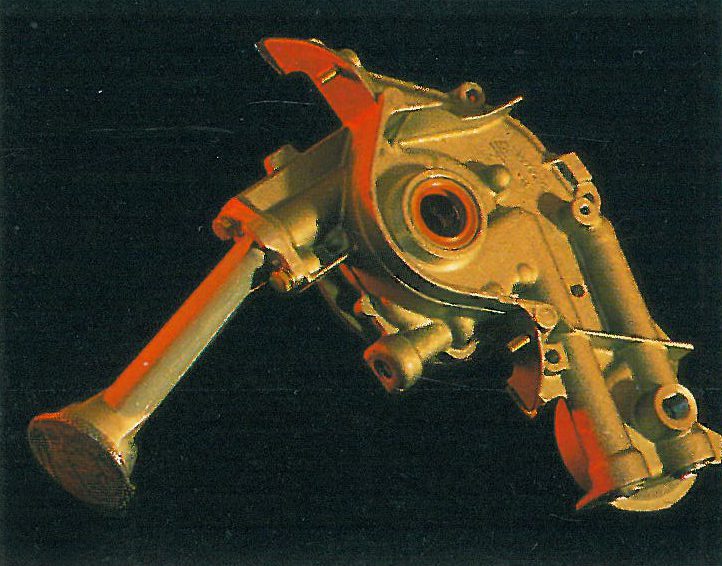
Tra le aziende fornitrici del motore FIRE 1.000 troviamo Weber, Magneti Marelli, Gilardini, Teksid (con le sue divisioni Castek per la ghisa e Alutek per le leghe leggere). Lo stesso collettore di aspirazione è un prodigio della tecnologia meccanica, perché Teksid utilizza, per la prima volta all’interno di un produzione per grande serie, il sistema di fusione Policast che fa uso di modello in polistirolo espanso a perdere. La testata in lega di alluminio è una certezza, anch’essa marchiata Teksid e, per chi non lo sapesse, Fiat fu la prima casa automobilistica ad adottare una testa in lega di alluminio per la produzione in serie. Era il 1928.
Con i 48 chilogrammi di ghisa forniti dalla Teksid per ogni motore, si ricavavano blocco cilindri, albero motore, cappelli di banco, bielle e relativi cappelli di manovella, albero a camme, volano e collettore di scarico. I transfer, o se volete le transferte (dipende come volete chiamarle), erano 53, 9 i torni automatici, 24 le rettificatrici automatiche, più 19 lavatrici in trasferta, altre 19 macchine di lavorazione speciale e altre 14 a controllo automatico.
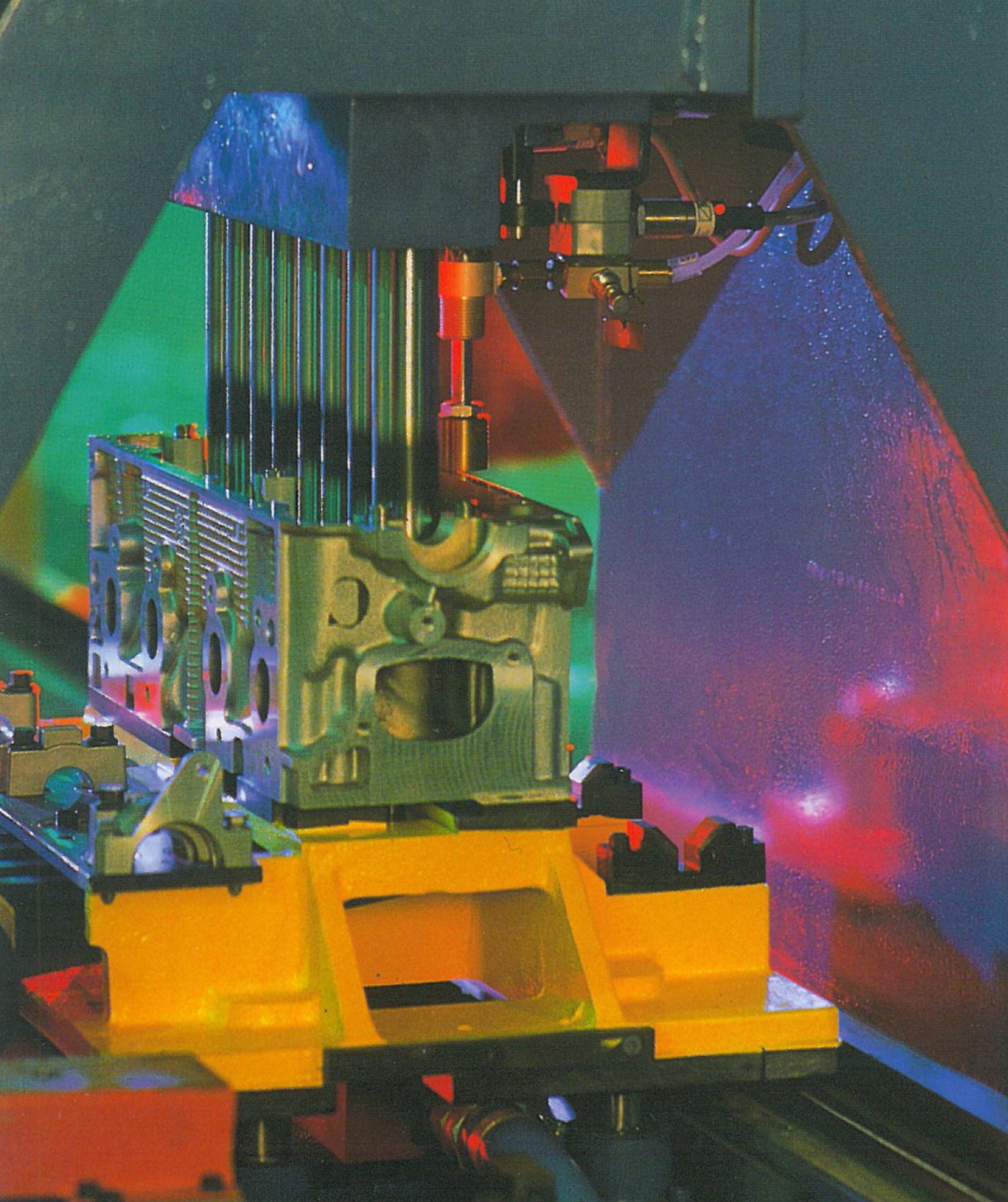
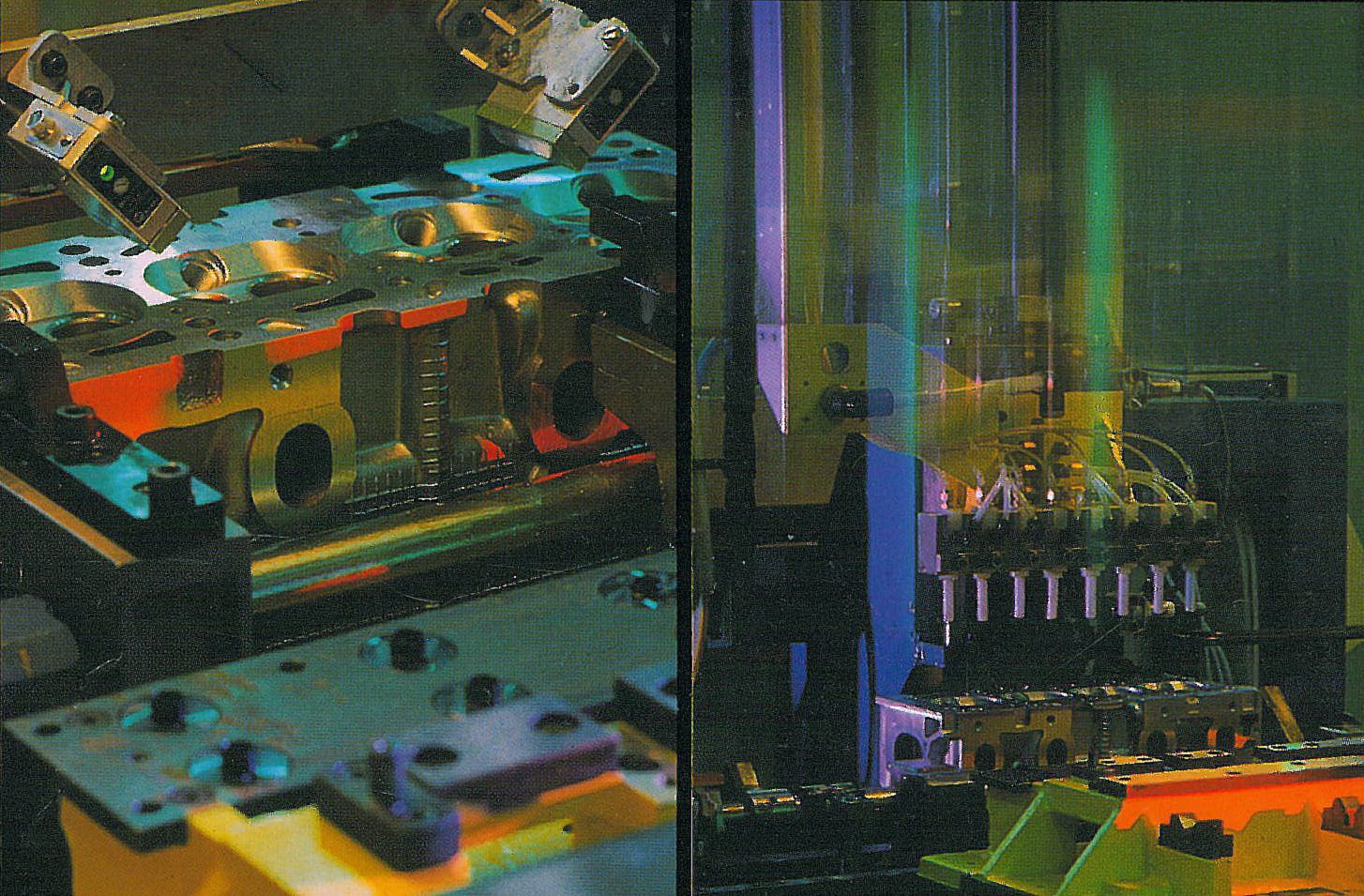
Le testate venivano lavorate con metodi automatici da far invidia alla maggior parte dei costruttori mondiali: per realizzare le testate vengono utilizzati 13 transfer per 88 operazioni di lavoro. A fine linea, in aggiunta ai controlli messi in campo durante le lavorazioni, i calibri automatici programmabili eseguivano sui pezzi finiti una serie di controlli dimensionali e geometrici. In pochi secondi, venivano effettuati 84 controlli su tutte le facce della testata e i risultati venivano stampati su un apposito documento.
La sala prove motori più avanzata del mondo
Così era infatti a metà degli anni ’80. Con le sue 19 stazioni per la prova a ciclo automatico, le 10 stazioni di riparazione e le 12 di preparazione e scollegamento, queste sale sono servite per mettere alla prova i motori secondo specifiche di progetto e di collaudo ben precise. Il collaudo ha interessato il 100% dei motori prodotti e le prove venivano effettuate con la seguente cadenza: 63” a freddo su tre banchi automatici, 84” per la prova dinamica all’interno di 4 cabine automatizzate, 252” per le prove a caldo in altre 12 cabine sempre automatiche. Un ulteriore banco prova è stato dedicato ai test di durata e affidabilità, effettuati in percentuale sui motori collaudati. Insomma, un’eccellenza, come tante altre di cui il nostro Paese deve e dovrà andare fiero.






 nel futuro elettrico")




")
